MIL-DTL-15665J
PARAGRAPH
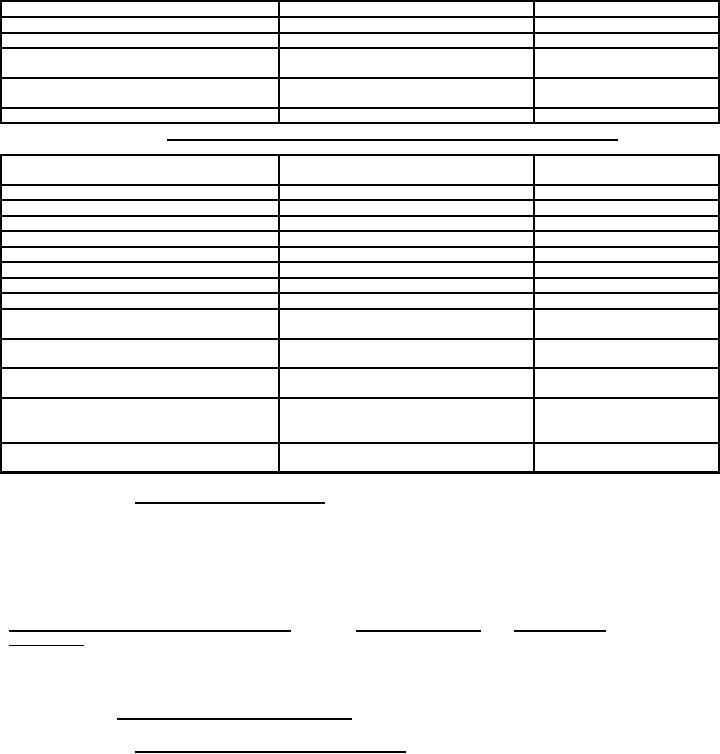
Copper base alloy
Material
identification
3.4.1
Zinc aluminum alloy
Material
identification
3.4.3
24 karat gold plating
Material
identification and
3.4.2.1
karat
22 karat gold plating
Material
identification and
3.4.2.2
karat
Nickel for plating
Material
identification
3.4.4
Table II.
Contractor's certificate of compliance (Continued)
Silver for plating
Material
identification and
3.4.5
fineness
Rhodium plating
Material
identification
3.4.6
Hard solder
Material
identification
3.4.7.1
Soft solder
Material
identification
3.4.7.2
Hard enamel
Material
identification
3.4.8.1
Soft enamel
Material
identification
3.4.8.4
Epoxy resin
Material
identification
3.4.8.2
Baking enamel
Material
identification
3.4.8.3
Lacquer
Material
identification
3.4.9
Brass for prongs (when
Material
identification
3.6.5.5
applicable)
Nickel silver for prong
Material identification
3.6.5.1 and 3.5.6.4
(when applicable)
Brass for screw post &
Material Identification
3.6.5.3
thumb nut
Brass for washer (Marine
Material identification
As specified on
Corps only)
applicable
specification sheet
Back Plate (Army branch of
Material identification and
3.6.5.5
service insignia)
temper
4.4.1.2 In-process inspection. In process inspection shall be made
at any point or during any phase of the manufacturing process to determine
whether operation or assemblies are accomplished as specified. The
Government reserves the right to exclude from consideration for acceptance
any material for which in-process inspection has indicated nonconformance.
In-process inspection shall be conducted to see that accomplished of the
following is in accordance with the specification requirements.
REQUIREMENT, OPERATION OR ASSEMBLY
CHARACTERISTICS
REQUIREMENT
PARAGRAPH
Black chemical finish
Used as a base
3.7.2.4
Nickel plating
Not used as an underplating
3.7.1.1
4.4.2
Inspection of the end item.
4.4.2.1 Visual examination of insignia. Visual examination of
insignia for defects in finish, design, material, construction,
workmanship and marking shall be made using Table II. Examination shall
be made at a distance of approximately 16 to 18 inches with illumination
equal to average daylight and arranged so as to avoid as much reflected
light as possible. Defects designated by an asterisk (*) shall be
classified a major when seriously affecting appearance or serviceability
and minor when affecting appearance or serviceability but not seriously.
10
For Parts Inquires submit RFQ to Parts Hangar, Inc.
© Copyright 2015 Integrated Publishing, Inc.
A Service Disabled Veteran Owned Small Business